The SCADA (Supervisory Control and Data Acquisition) intelligent system realizes automated production, intelligent monitoring, data analysis, and remote management in concrete mixing plants, improving production efficiency, ensuring quality, and reducing operating costs.
1. System architecture
The SCADA intelligent system adopts a three-tier architecture of "PLC+SCADA+cloud platform":
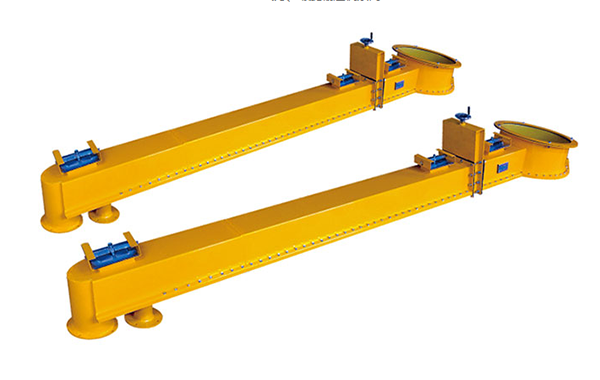
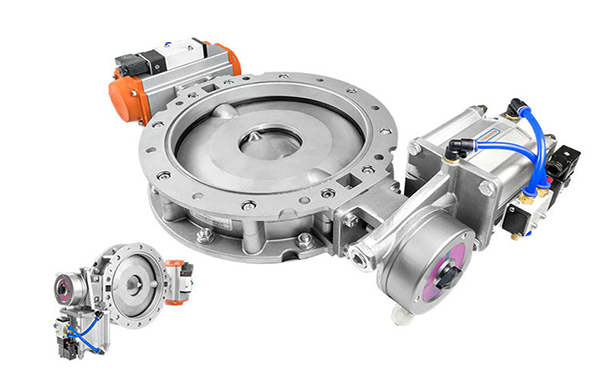
Equipment level sensors (weighing, temperature, pressure), PLC (controlling mixers, conveyors, valves, etc.), frequency converters
Control layer SCADA server (data acquisition, logic control), HMI (human-machine interaction interface)
Management layer cloud platform (data analysis, remote monitoring), ERP/MES (production management), mobile end (APP/WeChat)
2. Core functions
(1) Intelligent production control
automatic batching
Real time monitoring of the weight of raw materials such as cement, sand and gravel, water, and additives to ensure accurate proportioning (error ≤ ± 1%).
Automatically compensate for humidity (such as adjusting the water volume when the moisture content of sand and gravel changes).
Optimization of mixing process
Automatically adjust the mixing time and speed according to the type of concrete (C30/C50).
Monitor current and temperature to prevent overload or material blockage.
(2) Real time monitoring and alarm
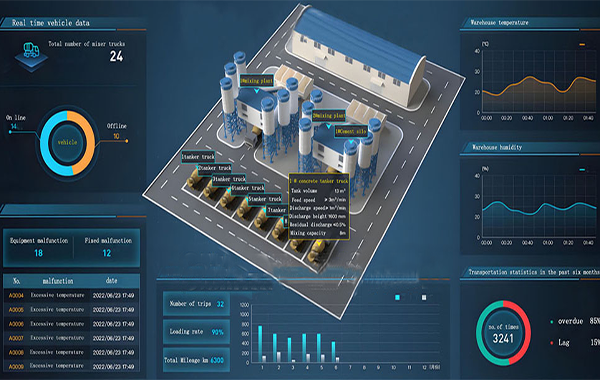
Visual Kanban
Dynamically display production status (running/faulty/standby), inventory levels, and equipment parameters (temperature, vibration).
3D virtual simulation provides an intuitive view of device operation.
Intelligent alarm
Graded alarms (warning, general, emergency) are pushed to mobile phones, computers, or sound and light alarms.
Automatically record the cause of faults to assist in quick repairs.
(3) Quality traceability and analysis
batch management
Record the mix proportion, production time, operator, and quality inspection data of each batch of concrete, and support QR code traceability.
quality analysis
Compare laboratory strength data and optimize the mix proportion (such as reducing cement dosage by 5% to still meet the standard).
(4) Predictive maintenance
Equipment health monitoring
Analyze motor vibration and bearing temperature to provide early warning of faults.
maintenance plan
Automatically generate maintenance tasks (such as lubrication cycle, filter replacement).
(5) Energy and Cost Management
Energy consumption monitoring
Statistics on electricity, water, and gas consumption, optimizing production scheduling (avoiding peak electricity prices).
Cost analysis
Calculate the raw materials, energy consumption, and labor costs for each square meter of concrete to identify space savings.
(6) Remote management and mobile devices
Cloud platform+APP
Mobile/computer remote start stop device, adjust parameters, receive alarms.
Support WeChat/SMS notifications, allowing managers to keep track of production status at any time.
3. Key technologies
Technical application
Industrial Internet of Things (IIoT) sensor data acquisition, 5G/WiFi/4G remote transmission
Big data analysis optimizes ratio, predicts equipment failures, and conducts energy-saving analysis
AI vision detection and recognition of aggregate particle size and foreign objects (such as plastic and metal) to avoid blockage
4. System advantages
✅ Improve efficiency: automate production, reduce manual intervention, and increase production capacity by 20% -30%.
✅ Quality assurance: Accurate proportioning, strength qualification rate ≥ 99%, reducing the risk of material return.
✅ Reduce costs: Predictive maintenance reduces downtime, energy optimization saves 10% -15% on electricity bills.
✅ Intelligent management: remote monitoring on mobile phones/computers, data-driven decision-making.